







การแนะนําของทองแดงอลูมิเนียมประสานทองแดงBothทองแดงและอลูมิเนียมถูกนํามาใช้ในการทําตัวนําไฟฟ้าและความหนาแน่นของอลูมิเนียมเป็นหนึ่งในสามของทองแดง ดังนั้นตัวเชื่อมต่อการขึ้นรูปอลูมิเนียมและทองแดงสามารถลดต้นทุนลดคุณภาพของชิ้นส่วนเครื่องจักรกลและออกแรงข้อดีที่เกี่ยวข้อง...
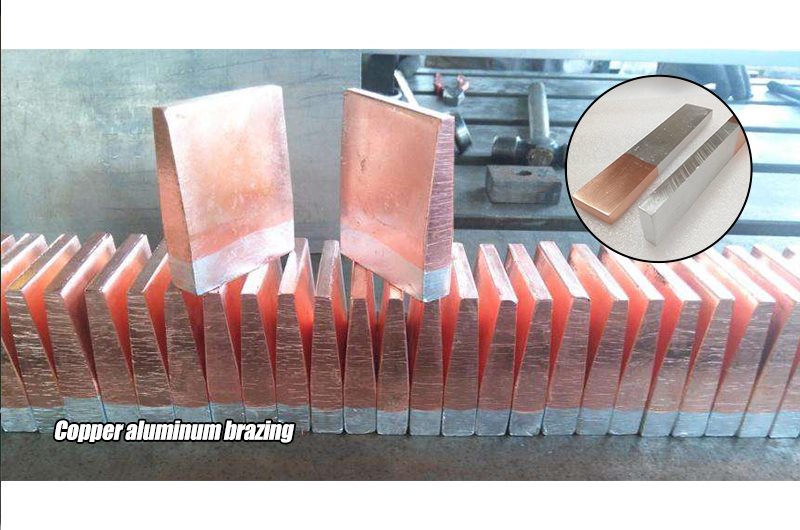
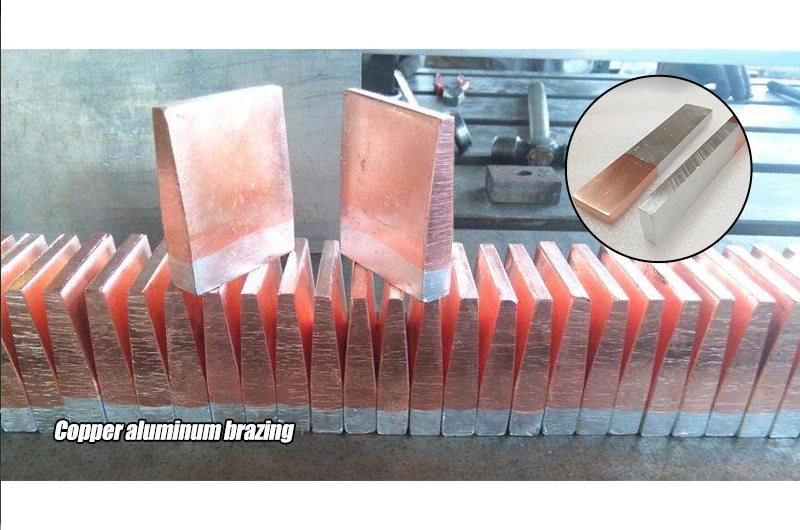
การแนะนําของการ ประสานอลูมิเนียมทองแดง
ทั้งทองแดงและอลูมิเนียมใช้ทําตัวนําไฟฟ้าและความหนาแน่นของอลูมิเนียมเป็นหนึ่งในสามของทองแดง ดังนั้นตัวเชื่อมต่อการขึ้นรูปอลูมิเนียมและทองแดงสามารถลดต้นทุนลดคุณภาพของชิ้นส่วนเครื่องจักรกลและออกแรงข้อดีที่เกี่ยวข้อง
วิธีการ ประสานอลูมิเนียมทองแดง
- กระบวนการเชื่อม: กระบวนการประสาน, ออกซิเจน- โพรเพน( ก๊าซธรรมชาติ), ออกซิเจน- อะเซทิลีน, ปิโตรเลียมก๊าซเหลวเปลวไฟประสานของ
- เครื่องมือเชื่อม: ถังแก๊สที่มีก๊าซเหลวปิโตรเลียมไฟฉายประสาน
- การปรับสภาพการเชื่อม
(1)เชื่อมของท่อทองแดงและอลูมิเนียม
- การออกแบบข้อต่อ: ช่องว่างด้านเดียวของข้อต่อควรควบคุมที่ 0.08 ~ 0.2 มม. และความยาวของรอยเชื่อมโดยทั่วไปไม่เกิน 30 มม.
- การรักษาพื้นผิว: ใช้น้ํายาทําความสะอาดน้ําเหลืองหรือโลหะเพื่อทําความสะอาดน้ํามันและสิ่งปนเปื้อนอื่น ๆ ที่บริเวณเชื่อมร่วมจากนั้นใช้มีดโกน (หรือกระดาษทรายหยาบหรือแปรงทองแดงหรือแปรงลวด) เพื่อขูดชั้นฉนวนบนพื้นผิวของพื้นที่เชื่อมร่วม
หมายเหตุ: ไม่สามารถขัดได้เนื่องจากบัดกรีถูกเชื่อมด้วยการกระทําของเส้นเลือดฝอยและไม่เอื้อต่อการเชื่อมหลังจากขัด
(2)เชื่อมของบาร์ทองแดงและอลูมิเนียมบาร์( หรือลวดทองแดงและลวดอลูมิเนียม):
ใช้น้ํายาทําความสะอาดน้ําเหลืองหรือโลหะเพื่อทําความสะอาดน้ํามันและสารปนเปื้อนอื่น ๆ จากพื้นที่เชื่อมจากนั้นใช้แปรงทองแดง (หรือแปรงลวดหรือมีดโกนหรือกระดาษทรายหยาบ) เพื่อขูดชั้นฉนวนบนพื้นผิวของพื้นที่เชื่อมร่วม
หมายเหตุ: ไม่สามารถขัดได้เนื่องจากบัดกรีถูกเชื่อมด้วยการกระทําของเส้นเลือดฝอยและไม่เอื้อต่อการเชื่อมหลังจากขัด
- การควบคุมเปลวไฟและความร้อน
(1) การเลือกเครื่องมือ
ขอแนะนําให้ใช้ไฟฉายเชื่อมการเผาไหม้ที่ช่วยอากาศที่อุ่นสม่ําเสมอ (ไฟฉายเชื่อมมีวาล์วควบคุมการไหลของอากาศและอุปกรณ์หมุนเปลวไฟจะหมุนผ่านปลายเชื่อมและเปลวไฟจะถูกพ่นอย่างสม่ําเสมอ ไฟฉายเชื่อมนี้ขายโดย บริษัท ของเรา) และเปลวไฟลด (ก๊าซธรรมชาติน้ํามัน) เป็นที่ต้องการเปลวไฟก๊าซเหลว)
(2)วิธีการทําความร้อน:
เปลวไฟควรนุ่มและครอบคลุมพื้นที่เชื่อมอย่างสมบูรณ์ เปลวไฟควรเลื่อนขึ้นและลงและซ้ายและขวาโดยมีพื้นที่เชื่อมต่อเป็นศูนย์กลางเพื่อให้พื้นที่เชื่อมต่อได้รับความร้อนอย่างสม่ําเสมอ (เมื่อโลหะที่แตกต่างกันเชื่อมต่อกันโลหะที่มีการนําความร้อนที่ดีควรได้รับความร้อนมากขึ้น ตัวอย่างเช่นเมื่อทองแดงและอลูมิเนียมถูกเชื่อมชิ้นส่วนทองแดงควรได้รับความร้อนมากขึ้นเพื่อให้แน่ใจว่าการเชื่อมต่อ อุณหภูมิส่วนประกอบ)
(3)เติมลวดวิธีการ:
ในขณะที่ความร้อน ลวดฟลักซ์คอร์ดสามารถสัมผัสชิ้นงานในพื้นที่เชื่อมต่อ (อุณหภูมิของชิ้นงานละลายลวดและผลการเชื่อมจะดีกว่า) เมื่อพบว่าลวดสามารถละลายได้ควรป้อนลวดทันทีและควรหยุดความร้อนเพื่อหลีกเลี่ยงการเผาไหม้มากเกินไปและความเสียหายต่อโลหะฐาน ป้อนลวดเชื่อมจนกว่าบัดกรีหลอมเหลวจะเติมรอยเชื่อม (เพราะบัดกรีหลอมเหลวแทรกซึมเข้าไปในรอยเชื่อมโดยการกระทําของเส้นเลือดฝอยหยุดให้อาหารลวดเชื่อมเมื่อเห็นว่ารอยเชื่อมเต็มไปด้วยบัดกรี หลีกเลี่ยงของเสียที่ไม่จําเป็น)
(4)วิธีการระบายความร้อน:
ถอดไฟฉายออกหลังจากเชื่อมเพื่อให้เย็นลงอย่างเป็นธรรมชาติ
หมายเหตุ: เมื่อเชื่อมให้หลีกเลี่ยงเปลวไฟที่เล็งไปที่จุดใดจุดหนึ่งเป็นเวลานานและอุณหภูมิการเชื่อมไม่ควรเกิน 630 ° C เพื่อหลีกเลี่ยงการเผาไหม้โลหะฐาน
คําเตือนด้านความปลอดภัย: งานประสานควรสวมชุดป้องกันถุงมือป้องกันและแว่นตาป้องกัน (หรือโล่ป้องกันใบหน้า) ระวังฟลักซ์เหลวกระเด็นบนผิวหนังและทําให้เกิดแผลไหม้
- การรักษาหลังเชื่อม:
ไม่จําเป็นต้องได้รับการรักษาเพิ่มเติมหลังจากระบายความร้อนเศษฟลักซ์สามารถมองเห็นได้ แต่ไม่กัดกร่อนไม่ดูดซับความชื้นและยึดเกาะแน่น หากจําเป็นขอแนะนําให้ใช้วิธีการทางกายภาพในการลบเช่นการใช้แปรงโลหะเพื่อลบออกหลังจากแช่ (หากมีเสี้ยนขนาดเล็กก็สามารถขัดด้วยกระดาษทรายละเอียด)






